
General Information
The air classification complex DYNASELECTOR-8000M is designed for dry separation of bulk materials in order to obtain powders of two grain-size classes – fine and coarse (the so-called "grit").
The air classification complex DYNASELECTOR-8000M allows classification of minerals with hardness of up to 8 points of Mohs scale and humidity of up to 2%, its capacity is 2 to 10 m3/h.
The air classification complex DYNASELECTOR-8000M represents a dynamic air-centrifugal classifiers type and actually is an integrated system, consisting of several production units, located in a single body frame. The principle of air-centrifugal classification of powder materials is based on the counteraction of two forces – centrifugal and air flow pressure.
|
|
| Parameters | Values |
|---|---|
| Capacity, m3/h | 2-10* |
| Range of adjustment of the near-mesh grain fineness, mm | 0.045-0.560** |
| Rated power, kW | 38 |
| Dimensions (L×B×H), mm | 6270×5455×3870*** |
| Weight, kg | 3040 |
| Power supply voltage, V | 380 |
| Feed size, max. mm | 30 |
| Hydraulic resistance, max. Pa | 2800 |
| Feed moisture, max. % | 2 |
Complex of air classification of powders "DINASELECTOR-8000 M" operation Manual. Passport.
Configuration
DYNASELECTOR-8000M air classification system (Fig. 1) consists of: a body (1), in the lower part of the body there are an inspection hatch (2) of separation chamber and a screw conveyor (3) for unloading “grit”. In order to prevent air from entering the separation chamber, a rotary shutter (4) is installed at the exit of the screw conveyor (3). Loading of raw materials, which have to be separated, is carried out by a screw conveyor-feeder (5). An air-centrifugal classifier unit (6) is installed on the swing door in the upper part of the body. Above the swing door of air-centrifugal classifier (6) there are axes of eccentrics for adjusting position of a guiding device grid (7), a swirl tray (8), and the handle of bypass flap (9).
In the middle of the body (1) there is an anti-dust pressurizer fan (10). On the opposite side of the body (1) there is a nozzle for excess air discharge (11) and next to it there is a handle for controlling position of the flap regulating the volume of discharged air (12). On the left of the handle controlling position of the flap (12) there is an upper level sensor (13), which sends signals on overflow in the separation chamber. On the side wall of the body there are a cyclone unloader (14) and a rotary shutter (15) for unloading fine product. The cyclone unloader is linked with the body (1) by transport ducts (16) and return (17) ducts. The body (1) is welded to the base platform (18), in the corners of the platform there are holes (19) for anchor bolts used to fix the complex on a foundation.
Between the body (1) and the cyclone unloader (14), there is a signal horn with a flashing light (20) installed, which is intended to alert operation personnel about the remote start of the mechanisms.
On the base platform (18) there is a bolt (21) for connecting the complex to the grounding circuit. Operation of the electrical components of the complex is controlled from an external electrical panel (not shown in Fig. 1).
Fig.1
Operation procedure
DYNASELECTOR-8000M air classification complex (Fig. 1) operates as follows: the raw materials from the feed supply bin (not included in the product delivery kit) enter the conveyor-feeder (5) and then into the separation chamber. Upon entering the separation chamber, the raw material particles are picked up by an upward air flow directed from the anti-dust pressurizer fan to the air-centrifugal classifier. Passing through the guiding device grid (7), the flow consisting of solid particles and air, which move these particles (hereinafter, “air-material flow”), changes the direction of motion – “twists”, that creates conditions for inertial separation of particles according to their mass. At the moment when movement trajectory of particles changes, a centrifugal force begins effect them, directed radially to the periphery of the separation zone. “Grit”, consisting of particles with a larger mass, moves along the inner side of the “coil” of upper part of the body (1). Depending on a gap set between the bypass flap (9) and the wall of “coil”, a part of the grit flow goes into the vortex separation zone directly to the dividing rotor, while the largest particles are discharged round about the swirl tray (8) and then into the separation chamber, from where they are taken out by the screw conveyor (3).
Having passed the inertial separation zone, the air-material flow cleaned from the larger particles enters the vortex separation zone, where the final classification takes place. Particles, the sizes of which are smaller than the set cut-point size, pass the classifier’s dividing rotor and enter the unloading cyclone (14) through the transport duct (16) and settle in its conical part, from where they are discharged by the rotary shutter (15). The air purified in the unloading cyclone is sent through the return duct (17) to the inlet of the anti-dust pressurizer fan (10) and then to the body.
Larger particles, the sizes of which exceed the set cut-point size, are discarded by the dividing rotor, hit the vanes of the guiding device (7), lose their speed and are poured via the swirl tray (8) into the separation chamber, from where they are taken out by a screw conveyor (3). Depending on the position of the swirl tray (8), the “grit” still containing a certain amount of fine particles, can be sent again to the dividing rotor into the vortex separation zone for additional recleaning.
To prevent overflow of the separation chamber with raw materials or “grit”, an upper level sensor (13) is installed on the body (1) of the complex. In case of an overflow of the separation chamber, for example, due to the high humidity of the material, the upper level sensor (13) is triggered and the screw conveyor-feeder (5) automatically stops.
The product uses a partially closed air flow circuit: circulating air, passing through a system of cavities and ducts, returns to the input of the dust fan (10). Thus, the volume of air circulating in the system should theoretically remain constant. However, during normal operation of the complex, due to exhaustion in the body (1), an additional volume of air is sucked inside, this air volume must be removed from the system. For discharging the “excess” air there is a flanged nozzle (11), which must be connected to the aspiration system equipped with a bag filter of sufficient capacity (a bag filter is not included in the standard delivery package of the complex).
The amount of air to be removed from the system directly depends on way of supplying raw materials to the screw conveyor-feeder (5), because the main volume of the "excess" air enters the body (1) of the complex via the screw conveyor-feeder. If connection of the screw conveyor-feeder with the feed supply bin is tight, and the column of raw materials above the nozzle is more than 500 mm, the amount of air entering the system is minimal. Conversely, if the raw material is manually fed into the nozzle of the screw conveyor-feeder, the amount of air entering the system is maximum. On average, the volume of air discharged through the nozzle (11) does not exceed 30% of the total turnover, which is 6*103 m3/hour.
Operation of the electrical components of the complex is controlled from an external electrical panel.
Рис.1
Advantages
The air classification complex DYNASELECTOR-8000M represents a deeply integrated system, consisting of several production units, located in a single body frame. An original one-piece design of the body allowed not only reducing overall dimensions of the complex, but also to significantly improve its technical and economic characteristics. A short list of the main advantages of DYNASELECTOR-8000M complex approves the abovementioned statement:
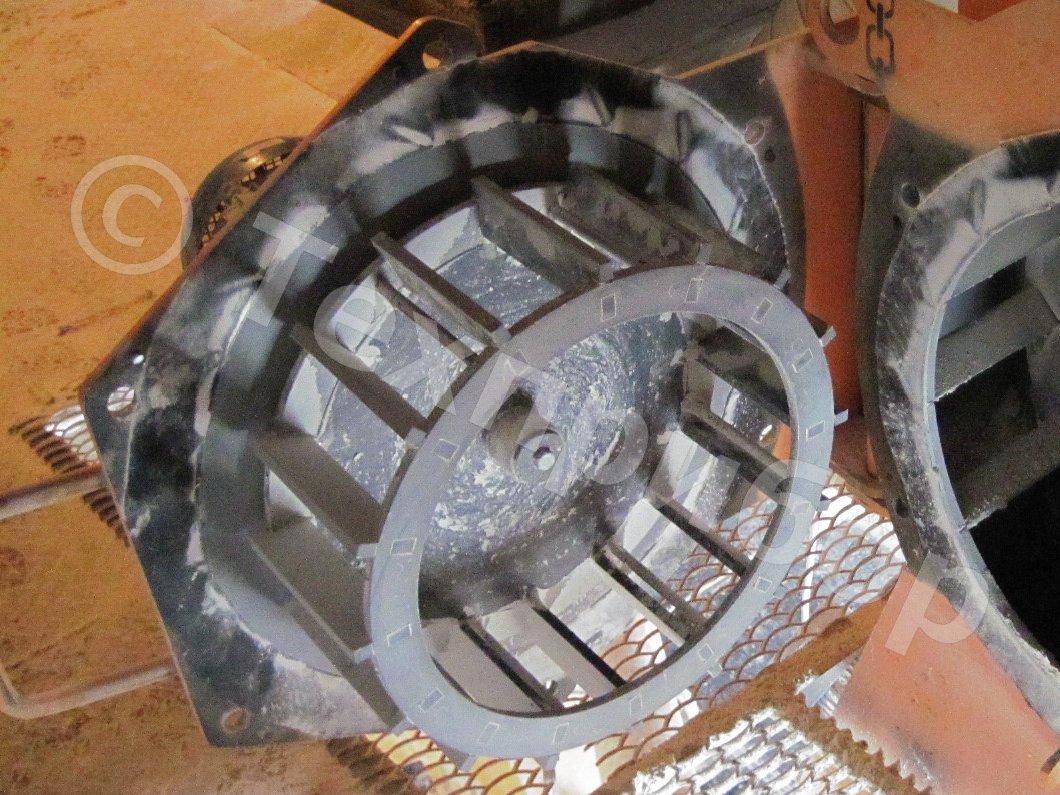
- Long service life of replacement parts, even when processing highly abrasive materials. The dividing rotor is one of the most loaded components of the air-centrifugal classifier; therefore, in DYNASELECTOR-8000M complex it is equipped with replaceable wear-resistant vanes of 12 mm thickness, that allows processing such materials as chromium oxide, ferroboron, quartz sand. The design of the dividing rotor is covered by RF patent No. 80773;
- Compactness, one-piece design allows an easy integration of DYNASELECTOR-8000M complex in existing production lines;
- High efficiency of powder separation – usually more than 85 – 90%;
- Low power consumption due to short length of ducts and reduced total resistance of the pneumatic system;
- Stepless adjustment of the near-mesh grain fineness is carried out from an external electric control panel and does not require stopping DYNASELECTOR-8000M complex;
- Dust-free operation. The pneumatic system of DYNASELECTOR-8000M complex operates in a partially closed cycle with reuse of the main air flow. During operation, the body of the DYNASELECTOR-8000M complex is under exhaustion and therefore does not emit dust.

Try before you buy
The high versatility of the air classification complex DYNASELECTOR-8000M makes it possible to efficiently process a wide variety of types of mineral raw materials, industrial waste, etc. However, each material has its own characteristics that must be considered when choosing equipment.
Considering that the air-centrifugal classifier used in DYNASELECTOR-8000M complex is similar to that used in the TRIBOKINETIKA series impact-centrifugal mill-classifier, we offer our potential Customers a free trial on separation of their raw materials by equipment installed in one of the workshops of TECHPRIBOR.
{kind=link}
{kind=link}
{kind=link}